Número Browse:20 Autor:editor do site Publicar Time: 08-17-2021 Origem:alimentado
Hoje em dia,máquinas de corte a laser.não são mais um problema para cortar placas de aço abaixo de 10 mm de espessura. Mas se você precisar cortar placas de aço inoxidável mais espessas, os métodos tradicionais de corte a laser podem não ter a vantagem. Para cortar aço inoxidável de alta qualidade, precisamos dominar certas habilidades de corte. Hoje, o Laser de Leapão lhe dará uma análise dos seguintes pontos.
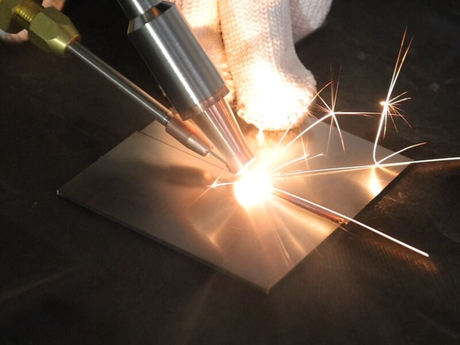
No processo de corte real da máquina de corte a laser de metal, a espessura da placa que pode ser cortada é limitada, que está intimamente relacionada à incapacidade do ferro da frente de corte para queimar de forma estável. Para o processo de combustão continuar, a temperatura no topo da fenda deve atingir o ponto de ignição. A energia liberada pela reação de combustão de ferro-oxigênio sozinha não pode realmente garantir o processo de combustão contínua.
Por um lado, porque a costura de corte é continuamente arrefecida pelo fluxo de oxigênio pulverizado do bocal, a temperatura da frente de corte é reduzida;
Por outro lado, a camada de óxido ferroso formada por combustão cobre a superfície da peça de trabalho e dificulta a difusão do oxigênio. Quando a concentração de oxigênio diminui a um determinado nível, o processo de combustão será extinto.
Ao cortar placas grossas com umMáquina de corte a laser de metal, a diminuição da pureza de oxigênio também é um fator importante que afeta a qualidade do corte.
Para manter o estável, é necessário que a pureza e pressão do fluxo de oxigênio cortando na direção da espessura da placa seja mantida basicamente constante. No processo tradicional de corte a laser, os bicos de cone comum são frequentemente usados, o que pode atender aos requisitos para uso em corte de chapa fina. No entanto, ao cortar placas grossas, à medida que a pressão do suprimento de ar aumenta, as ondas de choque são facilmente formadas no campo do fluxo do bico. As ondas de choque têm muitos danos ao processo de corte, reduzindo a pureza do fluxo de oxigênio e afetando a qualidade do corte.

O diâmetro do bico determina a forma do fluxo de gás que entra na incisão, a área de difusão de gás e a taxa de fluxo de gás, que afeta a estabilidade da remoção de fusão e corte. O fluxo de ar para a incisão é grande, a velocidade é rápida, e a posição da peça de trabalho no fluxo de ar é apropriada, quanto mais forte a capacidade de fixação de remover o material fundido. Quanto mais espessa o aço inoxidável, quanto maior o bocal deve ser usado, maior a configuração da válvula proporcional, e maior a taxa de fluxo, pode ser assegurada a pressão e o efeito normal da seção pode ser cortado.
Bicos de camada única: em geral, os bicos de camada dupla são usados para corte oxidativo (o gás auxiliar é oxigênio), e os bicos de camada única são usados para corte de fusão (o gás auxiliar é nitrogênio). No entanto, alguns lasers têm instruções especiais, seja para usar uma única camada ou uma camada dupla. Neste caso, siga as instruções do laser.
Para garantir o efeito de corte e proteger o bocal contra danos, é necessário fazer um teste coaxial antes de cortar para garantir que o bocal seja coaxial com o feixe de saída a laser. Método de teste: Anexe a fita transparente à superfície final da saída do bico, ajuste a potência de saída do laser para a perfuração, observe se há um orifício central e a posição do orifício central na fita transparente, ajuste o parafuso de ajuste na alça do A cavidade da lente é sincronizada, até que o laser esteja no buraco perfurado na fita adesiva coincide com o centro do bocal.
Vários gases auxiliares são frequentemente usados em processamento de corte a laser de aço inoxidável, como oxigênio, nitrogênio, ar, etc. tipos de gás diferentes são usados, e o efeito das seções de corte é diferente. O oxigênio é uma seção preta, o ar é amarelo claro, e o nitrogênio pode manter a cor original do aço inoxidável de ser oxidado. O nitrogênio é o gás auxiliar preferido para corte de aço inoxidável.
Pureza recomendada de oxigênio e nitrogênio:
1) Oxigênio
Vantagens: alta velocidade de corte, capaz de cortar folhas grossas
Recomendação de pureza: ≥99,999%
2) nitrogênio
Vantagens: Evite oxidação da vanguarda, então a peça de trabalho não precisa ser retrabalhada
Recomendação de pureza: ≥99,995%
O foco é diferente, e a espessura, material e qualidade que podem ser cortadas também são diferentes. Diferentes materiais e espessuras precisam ser ajustados para foco diferente. Antes de cortar, o foco zero real é medido, e o teste e análise dos parâmetros do processo de corte podem ser realizados com o foco zero como o benchmark. O desfocagem negativo é a principal direção de seleção de processo para corte de aço inoxidável.
O efeito da mudança de freqüência no corte de placa de aço inoxidável: a frequência é reduzida de 500-200Hz, o efeito de seção de corte se torna mais fino e a camada melhora gradualmente. Quando a frequência é definida para 100Hz, ela não pode ser cortada e a luz azul é invertida. Através da mudança de frequência, encontre o melhor alcance de frequência. A fim de garantir a melhor seção de corte, o número de pulsos deve ser perfeitamente combinado com a energia de um único pulso.
O efeito da mudança de ciclo de serviço no corte de placa de aço inoxidável: Ciclo de trabalho 53% é o valor crítico. Se você continuar a diminuir o ciclo de trabalho, haverá traços de corte incompleto na superfície inferior, o ciclo de trabalho aumentará para 60%, e a seção ficará áspera e em camadas. Obviamente, a superfície de corte é amarela.
O ciclo do dever de pulso refere-se à proporção do tempo de irradiação do feixe em cada pulso. A frequência é o número de vezes que o Peak Power ocorre em um pulso, e o ciclo de trabalho é a proporção do pico da potência para a potência de calha em um pulso.
Com o crescente desenvolvimento econômico, os campos de aplicação de meio de aço inoxidável e pratos pesados estão se tornando cada vez mais extensos. Podemos aprender as 5 habilidades de processo acima, de modo a melhormáquinas de corte a laser.cortar placas de aço inoxidável e melhorar a eficiência e benefícios da produção das empresas. Para mais perguntas profissionais sobre máquinas de corte a laser, seja bem-vindo ao consultar o laser do salto.