<em><span style="color:#16a085;"><span style="line-height:2;">15-18 DE MAIO<br /> Bangkok, Tailândia</span></span></em>

<span style="color:#16a085;"><em><span style="line-height:2;">14 a 17 de maio </span></em></span> <div><span style="color:#16a085;"><em><span style="line-height:2;">Romênia</span></em></span></div>

<span style="color:#16a085;"><em>23 a 16 de abril de 2024</em></span> <div><em style="color: rgb(22, 160, 133);">Áustria</em></div>

<span style="color:#16a085;"><em>15 a 19 de abril de 2024</em></span> <div><span style="color:#16a085;"><em>Guangzhou, China</em></span></div>

<span style="line-height:3;"><em><strong><span style="color:#16a085;">15-18 DE MAIO<br /> Bangkok, Tailândia</span></strong></em></span> <div> </div>

No processo de corte a laser, um corte é a lacuna ou corte deixado pelo feixe de laser ao passar pelo material.Kerf é diretamente afetado pela largura do feixe de laser e é um parâmetro importante exclusivo do corte a laser.

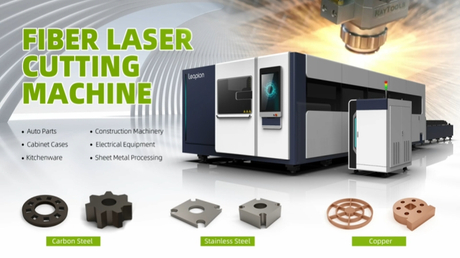
Na fabricação industrial, a precisão e a eficiência são críticas.O corte a laser CNC tornou-se uma alternativa superior ao corte a plasma tradicional.Este artigo examina os princípios e vantagens do corte a laser CNC para ajudá-lo a fazer a escolha mais adequada.

Na área de limpeza industrial, a limpeza por pulso e a limpeza contínua são as escolhas mais populares.Este guia descreve princípios técnicos, recursos exclusivos, materiais aplicáveis e indústrias.E é fornecido um guia de compras para ajudá-lo a fazer a escolha mais adequada.

Pronto para comprar uma máquina de corte a laser de fibra, mas está preocupado em como usá-la?A operação da máquina de corte de fibra óptica é muito simples.A seguir apresentamos as etapas de operação e soluções para problemas comuns para ajudá-lo a entender rapidamente.

Descubra o poder transformador da soldagem a laser de alumínio nas indústrias aeroespacial e eletrônica.Da superação de desafios ao aumento da eficiência e da qualidade, este blog oferece insights abrangentes para profissionais.Explore conceitos básicos, materiais, equipamentos, segurança e seleção para desbloquear todo o potencial da tecnologia de soldagem a laser
O alumínio é um metal comumente usado na fabricação.Este material é leve e resistente à corrosão, tornando-o a escolha ideal para diversos materiais de soldagem.A soldagem de alumínio pode enfrentar problemas como camada de oxidação e alta condutividade térmica.Comparado com os métodos tradicionais de soldagem, o alumínio para soldagem a laser tem vantagens óbvias em qualidade e eficiência.

A demanda por soldadores a laser portáteis está aumentando no campo da tecnologia de soldagem.Quando dizemos 'soldador a laser portátil', queremos dizer principalmente soldador a laser portátil.A flexibilidade dos soldadores a laser portáteis permite que os operadores os carreguem e usem facilmente em uma variedade de cenários de soldagem.<br /> <br /> Este artigo irá guiá-lo através dos princípios de funcionamento e vantagens dos soldadores a laser portáteis e ajudá-lo a escolher a máquina certa.
IntroduçãoO aço inoxidável, conhecido por sua resistência e resistência à corrosão, é um material amplamente utilizado em diversos setores.As máquinas de corte a laser de aço inoxidável da Leapion trazem soluções inovadoras para lidar com esse material robusto.Com foco na precisão, eficiência e versatilidade, vamos

IntroduçãoO corte de metal sempre foi uma tarefa exigente, exigindo precisão, velocidade e adaptabilidade.Os lasers de fibra para corte de metal da Leapion são uma prova de inovação neste campo desafiador.Esta peça explora como a Leapion está transformando o corte de metal em vários setores com o

IntroduçãoO mundo do processamento de metal mudou para sempre com o advento das máquinas de corte a laser de fibra metálica.A Leapion se destaca como pioneira, oferecendo soluções de última geração em corte a laser de fibra metálica.Este artigo explorará os aspectos e aplicações exclusivos do metal f

IntroduçãoO alumínio, com suas propriedades únicas, requer técnicas de corte especializadas.A Leapion é líder no corte de alumínio a laser de fibra, oferecendo precisão, eficiência e sustentabilidade incomparáveis.Este artigo examinará a abordagem diferenciada da Leapion para corte de alumínio a laser de fibra.

IntroduçãoOs cortadores a laser de fibra CNC (Controle Numérico Computadorizado) revolucionaram a maneira como abordamos as tarefas de corte e gravação.A Leapion, líder global em tecnologia laser, apresenta sua linha de cortadores CNC a laser de fibra, projetados para atender às necessidades precisas de diversos setores.Este artigo será

IntroduçãoO corte a laser CNC de chapas metálicas é uma tecnologia que revolucionou a engenharia de precisão.A Leapion oferece soluções de ponta sob medida para diversas aplicações e indústrias.Este artigo explora o mundo das máquinas de corte a laser CNC para chapas metálicas da Leapion.A inovação por trás

Com as demandas de transformação e atualização em áreas como transporte ferroviário, maquinário de construção, construção naval de grande porte e estruturas de aço, as necessidades de fabricação de equipamentos e chapas grandes têm aumentado, levando a um mercado crescente para processamento e corte de chapas ultragrandes.Traditio

[Alerta de caso] Aprendendo com a experiência: como lentes de corte a laser de baixa qualidade afetam a produção
Número Browse:2 Autor:ei você Publicar Time: 05-29-2020 Origem:Máquina de corte a laser de fibra Leapion
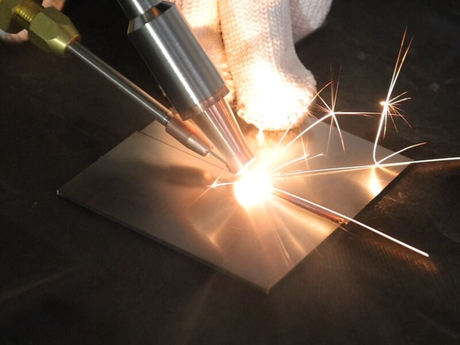
Máquina de solda a laser de metal
A chapa de aço inoxidável possui um pequeno grau de restrição. É aquecido e resfriado localmente no processo de soldagem, o que resulta em aquecimento desigual e resfriamento. A soldagem produzirá tensões e deformações desiguais. Quando o encurtamento longitudinal da solda excede um certo valor na pressão da borda da folha, vai produzir deformação em forma de onda séria, o que afetará a qualidade de aparência da peça de trabalho. Antes de soldar, fixe os pontos primeiro, quanto mais pontos fixos forem, melhor será a distribuição, e então adotar o método de soldagem reverso \"segmentado \", que é benéfico para reduzir o deformação de soldagem.
Geralmente, o bico pequeno é usado para máquina de solda a laser de chapa fina, mas sugerimos usar bocal de grande diâmetro, tanto quanto possível, para que a solda superfície de proteção é maior durante a soldagem, o que pode efetivamente e por um muito tempo isolar o ar e tornar a forma de solda melhor resistência à oxidação.
Soldagem vertical de aço inoxidável de 1 mm
A fim de evitar a ocorrência de poros de soldagem, se houver ferrugem ou mancha de óleo na parte de solda, é necessário limpá-la. A fonte de energia com características externas verticais. Quando DC é aplicado, o positivo eletrodo (o fio de solda é conectado ao eletrodo negativo) é usado. o o gás de proteção é o argônio, com pureza de 99,99%. Quando a corrente de soldagem é 50-150a, o fluxo de argônio é 8-10l / min, e quando a corrente é 150-250a, o o fluxo de argônio é 12-15l / min. Ao apoiar a bunda, a fim de evitar que as costas de o cordão de solda inferior de ser oxidado, a parte traseira também precisa ser protegida por gás. O comprimento do eletrodo de tungstênio projetando-se do bico de gás é 4-5 mm, 2-3 mm em locais com blindagem pobre, como soldagem de filete, 5-6 mm em locais com ranhura profunda, e a distância do bocal para a obra é geralmente não mais do que 15 mm. O comprimento do arco de soldagem é de 2-4 mm para aço e 1-3mm para aço inoxidável. Se for muito longo, o efeito de proteção não é bom.
A escolha de uma sequência razoável de máquina de solda a laser é muito importante para controlar a deformação residual da soldagem. Para a estrutura de solda simétrica, solda simétrica deve ser usada tanto quanto possível; para a estrutura de assimetria, uma com menos solda deve ser soldada primeiro, e a outro com mais solda deve ser soldado mais tarde. A deformação da solda traseira é suficiente para eliminar a deformação da face frontal, de modo a reduzir o deformação geral.
O projeto da estrutura de soldagem tem a influência mais importante na soldagem deformação. O princípio geral é que com o aumento da restrição, o A tensão residual de soldagem aumenta e a deformação de soldagem diminui adequadamente. Os principais fatores de influência são o método de soldagem, a entrada de calor de soldagem (corrente e tensão), posicionamento de componente ou método de fixação, sequência de soldagem, o uso de acessórios de soldagem, e o mais influente é a sequência de soldagem.

O que saber antes de comprar uma máquina de solda a laser de alumínio?
Processo de operação de segurança da máquina de solda a laser
Máquina de solda a laser Leapion 2000w solda alumínio com equipe de serviço profissional
Leapion máquina de solda a laser de fibra com velocidade rápida
Como é a aplicação da máquina de solda a laser na indústria eletrônica de precisão?
Como é a aplicação da máquina de solda a laser em chapa de aço silício?
Como é a aplicação da máquina de solda a laser na fabricação de automóveis?