Número Browse:35 Autor:editor do site Publicar Time: 08-05-2021 Origem:alimentado
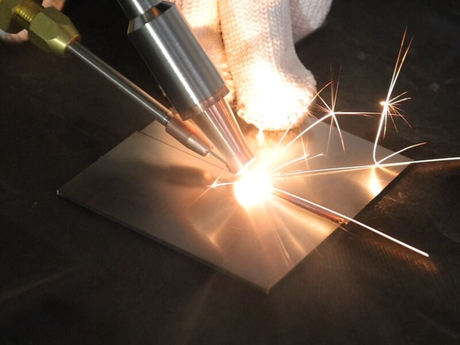
Com o desenvolvimento contínuo da tecnologia laser, a tecnologia de solda a laser está sendo constantemente atualizada e atualizada em tecnologia tradicional, fazendoMáquinas de solda a laser.gradualmente jogar uma vantagem melhor. No processo de solda a laser, se você tiver uma boa compreensão das leis de mudança de alguns parâmetros de processo, você pode ajustar os parâmetros de acordo com requisitos diferentes e obter uma melhor qualidade de solda, controlando os parâmetros do processo. Pode-se ver que os parâmetros do processo têm uma grande influência na qualidade da solda a laser. Vamos analisar o laser de leapão abaixo. Quais parâmetros específicos do processo afetarão a qualidade da soldagem?
1) Há um limiar de densidade de energia laser na solda a laser. Abaixo deste valor, a profundidade de penetração é muito superficial. Uma vez que este valor seja atingido ou excedido, a profundidade de penetração será grandemente aumentada.
2) Apenas quando a densidade de energia a laser na peça de trabalho excede o limite (relacionado ao material), o plasma será gerado, que marca o progresso da soldagem de penetração profunda estável.
3) Se a potência do laser for menor do que este limiar, apenas a superfície da peça de trabalho será derretida, ou seja, a soldagem será realizada em um tipo de condutividade térmica estável. Quando a densidade de potência do laser está perto da condição crítica para a formação de pequenos orifícios, a soldagem profunda de penetração e a soldagem de condução se tornam um processo de solda instável, resultando em grandes flutuações na penetração.
4) Durante a soldagem de penetração profunda do laser, o poder do laser controla a profundidade da penetração e a velocidade de solda ao mesmo tempo. A penetração de soldagem está diretamente relacionada à densidade de energia do feixe e é uma função da potência do feixe de incidentes e do ponto focal do feixe.
5) De um modo geral, para um raio laser com um determinado diâmetro, a profundidade de penetração aumenta à medida que o poder do feixe aumenta.
O tamanho do ponto de feixe é uma das variáveis mais importantes da solda a laser, porque determina a densidade de energia.
O tamanho do ponto de difração limitado do foco do feixe pode ser calculado de acordo com a teoria da difração de luz, mas devido à aberração da lente de foco, o ponto real é maior que o valor calculado. O método de medição real mais simples é o método de perfil isotérmico, que é medir o diâmetro focal e diâmetro de perfuração após escorregar papel grosso e penetrando na placa de polipropileno. Este método deve ser praticado por meio de medição para dominar o tamanho da potência do laser e o tempo de ação do feixe.
A absorção da luz laser por um material depende de algumas propriedades importantes do material, como a absorção, refletividade, condutividade térmica, temperatura de fusão, temperatura de evaporação, etc. O mais importante é a absorção.
Os fatores que afetam a taxa de absorção do material do feixe de laser incluem dois aspectos:
1) A primeira é a resistividade do material. Depois de medir a absorção da superfície polida do material, verifica-se que a absorção do material é proporcional à raiz quadrada da resistividade, e as mudanças de resistividade com temperatura;
2) Em segundo lugar, o estado da superfície (ou acabamento) do material tem uma influência mais importante na taxa de absorção do feixe, que tem um efeito significativo no efeito de soldagem.
A velocidade de soldagem tem uma grande influência na profundidade da penetração. Aumentar a velocidade fará com que a penetração seja mais baixa, mas se a velocidade for muito baixa, isso causará fusão excessiva da penetração de material e solda da peça de trabalho. Portanto, há uma faixa de velocidade de solda adequada para uma certa potência a laser e uma certa espessura de um determinado material, e a profundidade máxima de penetração pode ser obtida no valor de velocidade correspondente.

1) No processo de solda a laser, o gás inerte é frequentemente usado para proteger a piscina fundida. Quando alguns materiais são soldados, a oxidação da superfície também pode ser ignorada. No entanto, para a maioria dos aplicativos, hélio, argônio, nitrogênio e outros gases são frequentemente usados para proteção. A peça de trabalho é protegida da oxidação durante o processo de soldagem.
2) A segunda função do uso de gás protetora é proteger a lente de foco da contaminação de vapor de metal e a gota de gotículas líquidas. Especialmente em soldagem a laser de alta potência, porque a ejeção se torna muito poderosa, é mais necessário proteger a lente neste momento.
3) A terceira função do gás de blindagem é dissipar a blindagem de plasma produzida por soldagem a laser de alta potência. O vapor de metal absorve o raio laser e ioniza em uma nuvem de plasma, e o gás de blindagem em torno do vapor de metal também é ionizado por aquecimento. Se houver muito plasma, o feixe de laser é consumido pelo plasma em certa medida. O plasma existe como o segundo tipo de energia na superfície de trabalho, o que torna a profundidade de penetração mais rasa e a superfície da piscina de solda se torna mais ampla. Aumentar a taxa de recombinação de elétrons aumentando a colisão de três corpos de elétrons com íons e átomos neutros para reduzir a densidade eletrônica no plasma. Quanto mais leve o átomo neutro, maior a frequência de colisão e maior a taxa de recombinação. Por outro lado, apenas o gás de blindagem com alta energia de ionização não aumentará a densidade eletrônica devido à ionização do próprio gás.
Ao soldar, um método de focagem é geralmente usado para convergir o laser, e uma lente com uma duração focal de 63 ~ 254 mm (2,5 \"~ 10 \") é geralmente usada. O tamanho do ponto focal é proporcional ao comprimento focal, menor a distância focal, menor será o local. No entanto, a distância focal também afeta a profundidade focal, isto é, a profundidade focal aumenta de forma síncrona com a distância focal, portanto, uma distância focal curta pode aumentar a densidade de energia, mas porque a profundidade focal é pequena, a distância entre a lente e a A peça de trabalho deve ser mantida com precisão, e a profundidade de penetração não é grande. Devido à influência do modo Spatter e do laser durante o processo de soldagem, a menor profundidade focal usada na soldagem real é principalmente 126 mm (5 \").
Quando a costura é grande ou o tamanho do ponto precisa ser aumentado para aumentar a costura de solda, você pode escolher uma lente com um comprimento focal de 254 mm (10 \"). Neste caso, para atingir o efeito de pinhole de penetração profunda, Uma maior potência de saída a laser (densidade de energia) é necessária.
Ao soldar, a fim de manter densidade de energia suficiente, a posição focal é muito importante. A mudança da posição relativa do foco e a superfície da peça de trabalho afeta diretamente a largura e a profundidade da solda.
Na maioria das aplicações de solda a laser, o ponto focal é geralmente definido em aproximadamente 1/4 da profundidade de penetração necessária abaixo da superfície da peça de trabalho.
Ao realizar a soldagem a laser em materiais diferentes, a posição do feixe de laser controla a qualidade final da solda, especialmente o caso das juntas de extremidade é mais sensível do que o caso das juntas de volta. Por exemplo, quando uma engrenagem de aço endurecida é soldada a um tambor de aço de baixo carbono, o controle correto da posição do feixe de laser ajudará a produzir uma solda composta principalmente de componentes de baixo carbono, que possui melhor resistência a crack.
Em algumas aplicações, a geometria da peça de trabalho soldada requer que o feixe de laser seja desviado por um ângulo. Quando o ângulo de deflexão entre o eixo do feixe e o plano conjunto é dentro de 100 graus, a absorção da energia da peça de trabalho de energia laser não será afetada.
Na soldagem de penetração profunda a laser, não importa a profundidade da solda, o fenômeno do pinhole sempre existe. Quando o processo de soldagem é finalizado e o interruptor de energia está desligado, os poços aparecerão no final da solda. Além disso, quando a camada de solda a laser cobre a solda original, a absorção excessiva do feixe de laser ocorrerá, fazendo com que a soldaça superaquecer ou produza poros.
Para evitar a ocorrência do fenômeno acima, os pontos de início e pontos finais podem ser programados para tornar a inicialização de energia e a hora final ajustável, ou seja, a potência de início é gerada eletronicamente de zero para o valor de energia definido em um curto período do tempo, e a soldagem é ajustada. Tempo, e, finalmente, o poder é gradualmente reduzido a partir da potência definida para zero quando a soldagem é encerrada.
Devido à interação dos 9 parâmetros de processo acima, formou um impacto na qualidade da solda a laser. Ao usar o.Máquina de solda a laser., Devemos definir os parâmetros do processo razoavelmente para alcançar a qualidade e efeito perfeitos de soldagem. Para mais perguntas profissionais, entre em contato com a Leapion Laser.