A atmosfera na exposição era calorosa.Participantes da indústria de todo o mundo se reúnem para compartilhar ideias e explorar novas tecnologias.Neste cenário dinâmico, as nossas exposições são altamente visíveis e aclamadas pela sua tecnologia de ponta.

A INTERTOOL Áustria é o principal evento da indústria metalúrgica.O evento conta com a participação de muitos inovadores e especialistas de todo o mundo.No evento deste ano, nossa empresa exibiu uma série de produtos de alta qualidade e recebeu muitos elogios.

Na fabricação industrial, a precisão e a eficiência são críticas.O corte a laser CNC tornou-se uma alternativa superior ao corte a plasma tradicional.Este artigo examina os princípios e vantagens do corte a laser CNC para ajudá-lo a fazer a escolha mais adequada.

Na área de limpeza industrial, a limpeza por pulso e a limpeza contínua são as escolhas mais populares.Este guia descreve princípios técnicos, recursos exclusivos, materiais aplicáveis e indústrias.E é fornecido um guia de compras para ajudá-lo a fazer a escolha mais adequada.

Pronto para comprar uma máquina de corte a laser de fibra, mas está preocupado em como usá-la?A operação da máquina de corte de fibra óptica é muito simples.A seguir apresentamos as etapas de operação e soluções para problemas comuns para ajudá-lo a entender rapidamente.

Descubra o poder transformador da soldagem a laser de alumínio nas indústrias aeroespacial e eletrônica.Da superação de desafios ao aumento da eficiência e da qualidade, este blog oferece insights abrangentes para profissionais.Explore conceitos básicos, materiais, equipamentos, segurança e seleção para desbloquear todo o potencial da tecnologia de soldagem a laser
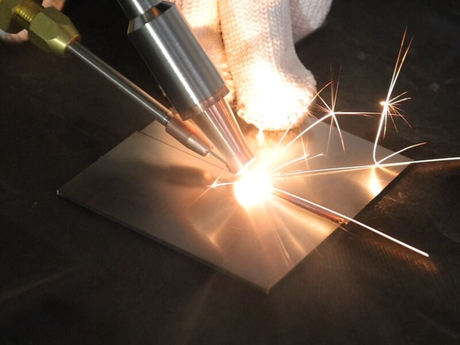
O alumínio é um metal comumente usado na fabricação.Este material é leve e resistente à corrosão, tornando-o a escolha ideal para diversos materiais de soldagem.A soldagem de alumínio pode enfrentar problemas como camada de oxidação e alta condutividade térmica.Comparado com os métodos tradicionais de soldagem, o alumínio para soldagem a laser tem vantagens óbvias em qualidade e eficiência.

A demanda por soldadores a laser portáteis está aumentando no campo da tecnologia de soldagem.Quando dizemos 'soldador a laser portátil', queremos dizer principalmente soldador a laser portátil.A flexibilidade dos soldadores a laser portáteis permite que os operadores os carreguem e usem facilmente em uma variedade de cenários de soldagem.<br /> <br /> Este artigo irá guiá-lo através dos princípios de funcionamento e vantagens dos soldadores a laser portáteis e ajudá-lo a escolher a máquina certa.
IntroduçãoO aço inoxidável, conhecido por sua resistência e resistência à corrosão, é um material amplamente utilizado em diversos setores.As máquinas de corte a laser de aço inoxidável da Leapion trazem soluções inovadoras para lidar com esse material robusto.Com foco na precisão, eficiência e versatilidade, vamos

IntroduçãoO corte de metal sempre foi uma tarefa exigente, exigindo precisão, velocidade e adaptabilidade.Os lasers de fibra para corte de metal da Leapion são uma prova de inovação neste campo desafiador.Esta peça explora como a Leapion está transformando o corte de metal em vários setores com o

IntroduçãoO mundo do processamento de metal mudou para sempre com o advento das máquinas de corte a laser de fibra metálica.A Leapion se destaca como pioneira, oferecendo soluções de última geração em corte a laser de fibra metálica.Este artigo explorará os aspectos e aplicações exclusivos do metal f

IntroduçãoO alumínio, com suas propriedades únicas, requer técnicas de corte especializadas.A Leapion é líder no corte de alumínio a laser de fibra, oferecendo precisão, eficiência e sustentabilidade incomparáveis.Este artigo examinará a abordagem diferenciada da Leapion para corte de alumínio a laser de fibra.

IntroduçãoOs cortadores a laser de fibra CNC (Controle Numérico Computadorizado) revolucionaram a maneira como abordamos as tarefas de corte e gravação.A Leapion, líder global em tecnologia laser, apresenta sua linha de cortadores CNC a laser de fibra, projetados para atender às necessidades precisas de diversos setores.Este artigo será

IntroduçãoO corte a laser CNC de chapas metálicas é uma tecnologia que revolucionou a engenharia de precisão.A Leapion oferece soluções de ponta sob medida para diversas aplicações e indústrias.Este artigo explora o mundo das máquinas de corte a laser CNC para chapas metálicas da Leapion.A inovação por trás

Com as demandas de transformação e atualização em áreas como transporte ferroviário, maquinário de construção, construção naval de grande porte e estruturas de aço, as necessidades de fabricação de equipamentos e chapas grandes têm aumentado, levando a um mercado crescente para processamento e corte de chapas ultragrandes.Traditio

[Alerta de caso] Aprendendo com a experiência: como lentes de corte a laser de baixa qualidade afetam a produção

O desafio da expansão do feixe de alumínio em cortadores a laser Os cortadores a laser geralmente combinam bases de aço e vigas de alumínio.O aço proporciona estabilidade, enquanto a leveza do alumínio auxilia na operação em alta velocidade.Apesar dos benefícios, esta mistura pode reduzir a precisão da máquina devido às diferentes taxas de expansão sob mudanças de temperatura.


IntroduçãoÀ medida que a tecnologia continua a evoluir, o mesmo acontece com as ferramentas e máquinas que impulsionam as indústrias em todo o mundo.Um desses avanços é a máquina de corte a laser de fibra, uma virada de jogo no setor manufatureiro.Neste artigo, mergulhamos nos princípios de funcionamento das máquinas de corte a laser de fibra e seus efeitos.

IntroduçãoAs máquinas de corte a laser de fibra revolucionaram a indústria de manufatura, oferecendo precisão e eficiência sem precedentes.No entanto, para manter essas máquinas poderosas funcionando com desempenho máximo, uma manutenção regular e meticulosa é crucial.Neste artigo, vamos orientá-lo em um pra
Número Browse:5 Autor:ei você Publicar Time: 02-12-2020 Origem:alimentado
Existem alguns problemas no processamento de chapas médias e pesadas pormáquina de corte a laser. Como resolvê-los? Como um corte avançado de material método,máquina de corte a laseré cada vez mais aceito pelos produtores de chapas devido a suas vantagens de menos desperdício de material, efeito de custo óbvio em larga escala produção e forte adaptabilidade ao processamento de objetos. Hoje, o petróleo da China a produção de aço não é apenas a primeira do mundo, mas também mais de 50% da produção global. Este artigo abordará os problemas freqüentemente encontrados nomáquina de corte a laserno processamento de chapas médias e grossas.
1. Perfuração de chapa grossa de aço carbono
No processamento de chapas grossas, o tempo de perfuração é responsável por uma grande proporção. Vários fabricantes de laser desenvolveram a tecnologia de rápida perfuração, que é mais representativa da perfuração de alta energia (orifício jateamento). A vantagem deste método é que ele é rápido (1 segundo, leve t16mm como um exemplo - o mesmo abaixo). O defeito é que não afeta apenas o processamento de formas pequenas, mas também a enorme energia injetada durante o perfuração aumenta a temperatura da placa, o que afeta todo o próximo Processo de corte. Ao usar um pequeno pulso de potência para perfurar, o tempo é muito longo (12 segundos), o que levará à diminuição da eficiência de corte e à aumento do custo unitário.
2. Problemas na qualidade da superfície de corte
Ao processar chapas médias e grossas, as seções de corte geralmente são encontrado. Esse corte não apenas questiona a qualidade do acabamento produtos, mas também vem com queima excessiva e aderência séria da escória, para que não pode refletir o valor da máquina de processamento a laser de alto preço diferente da outros métodos de corte.
3. estabilidade de processamento de todo o prato
Em todo o processamento de chapas de aço doméstico, o fenômeno da má o processamento local ocorre frequentemente. Esse fenômeno às vezes é aleatório, mesmo quando a máquina estiver em boas condições.
A solução da placa de espessura média de processamento a laser é a seguinte:
1. esquema HPP
O laser de pulso de valor de pico com um pequeno ciclo de trabalho e o não combustível injetado na superfície do material são usados para remover o acessório no borda da abertura, e a freqüência razoável do pulso é controlada enquanto esfria e perfura. É caracterizado por um tempo relativamente longo (3 segundos) para jateamento, mas o diâmetro do orifício é pequeno (cerca de φ 4 mm), não há fixação na borda do furo e a entrada de calor é baixa, o que é conveniente para o próximo corte e processamento normal, e a eficiência é aumentou 4 vezes em comparação com a perfuração comum.
2. Plano de melhoria da seção de corte
Para aço carbono, o fator importante para melhorar a seção de corte é controlar a entrada de calor na placa e garantir a combustão total do laser parte irradiada. Para o aço inoxidável, os fatores importantes para melhorar a seção de corte são a melhoria da viga (para melhorar a profundidade focal) e o uso efetivo de gás auxiliar. A tecnologia de corte brilhante é o resultado de melhorando o gerador de vibração e o bico.
3. Esquema para garantir a estabilidade do processamento
Para melhorar a velocidade de operação domáquina de corte a laser, a a máquina a laser adota principalmente a estrutura conhecida como caminho da luz voadora, isto é, a forma que a bandeja de material não se move e a cabeça de usinagem se move em toda a área de usinagem. A fim de compensar a alteração do posição relativa entre a cabeça de usinagem e a fonte de luz, os fabricantes Também tente o seu melhor para garantir a consistência do ponto de luz na usinagem alcance. O uso do refrator variável de curvatura é uma escolha comum. Apesar Se a estrutura desse método for simples, alterará a profundidade focal, que dificulta o corte da placa, que é muito sensível à profundidade focal. Usando caminho de luz de comprimento igual (o caminho de propagação da luz entre a luz fonte e a cabeça de usinagem é igual na faixa usinável) pode evitar a mudança de profundidade focal, para que o ponto e a profundidade focal sejam consistentes. No Além disso, a atenção à entrada de calor pode controlar o calor acumulado do placa, que pode resolver melhor o problema de estabilidade.pulo

Como usar uma máquina de corte a laser de fibra: um guia para iniciantes
Máquinas de corte a laser de fibra ultragrandes baseadas em esteira Leapion Laser
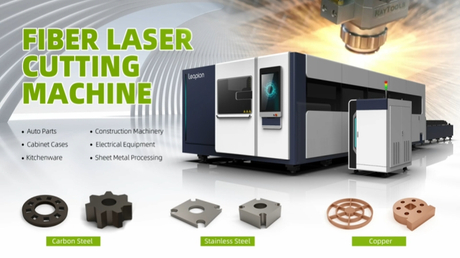
A mais recente tecnologia de corte a laser de fibra: o futuro das tendências de fabricação
Como escolher a máquina de corte a laser de fibra certa para suas necessidades
Quatro métodos de processamento e importação de corte a laser